خانه
اپلیکیشن زینگ
آشنایی و همکاری
سامانه صادرات و واردات
فروشگاه
خدمات اطلاعاتی
اخبار و مقالات
تماس با ما


تایمر تأخیر در قطع توسعه یافته (S_PEXT) با مثال:
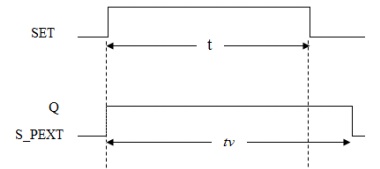
آخرین تایمر PLC که در این مقاله بررسی می کنیم، تایمر تأخیر در قطع توسعه یافته نامیده می شود. در این تایمر، لبه ورودی از جنس کلید شستی است.

با زدن کلید شستی I توسط اپراتور (لبه بالا رونده)، خروجی Q روشن شده و بلافاصله این تایمر PLC نیز شروع به شمارش می کند.
اکنون پس از سپری شدن زمان تعریف شده در tv، خروجی غیر فعال می شود.
اگر قبل از اینکه شمارش این تایمر PLC به پایان برسد، کلید شستی ورودی باز هم از صفر به یک تغییر وضعیت دهد، تایمر مجدداً شمارش را از ابتدا آغاز خواهد کرد.
نمودار تغییرات ورودی و خروجی را در شکل زیر مشاهده می کنید.
مثال:
سؤال: مداری طراحی کنید که پس از فشردن کلید شستیI0.1، خروجی Q0.1 که یک نوار نقاله است، فعال شده و پس از گذشت مدت زمان 4 ثانیه غیر فعال شود. ضمناً در هر زمان، فشردن کلید شستیI0.0، خروجی را قطع کند.
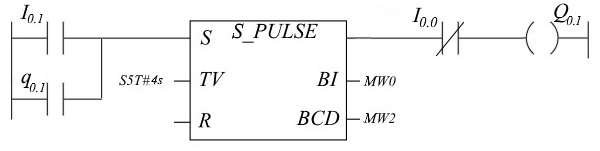
پاسخ: این مثال را به دو روش می توان پاسخ داد. در روش اول می توان از تایمر پالس استفاده کرد. مدار مورد نیاز برای این مثال را در شکل زیر مشاهده می کنید.
زمان تعریف شده در tv برابر4ثانیه است. به محض فشردن کلید شستیI0.1، خروجیQ0.1 فعال شده و تایمر PLC شروع به شمارش زمان می کند. با برق دار شدن خروجیQ0.1، تیغه متناظر آن یعنیq0.1تغییر وضعیت داده و بسته می شود.
حالا با رها کردن کلید شستیI0.1، خروجی همچنان روشن باقی می ماند. هنگامی که زمان تعریف شده4ثانیه به پایان برسد، خروجی غیرفعال می شود. همچنین در هر زمانی می توان با فشردن کلیدI0.0خروجی را متوقف کرد.
بدین ترتیب که با فشردن کلیدI0.0، برق به خروجیQ0.1 نمی رسد. با غیرفعال شدن خروجیQ0.1، تیغه متناظر با آن (q0.1) نیز تغییر وضعیت داده و باز می شود.
حال، کلید شستیI0.0را رها می کنیم. می دانیم تیغه هایI0.1وq0.1 هر دو باز هستند. در نتیجه مدار قطع شده و خروجی غیرفعال باقی می ماند.
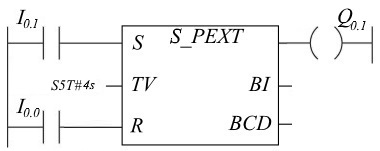
در روش دوم از تایمر تأخیر در قطع توسعه یافته (S_PEXT) استفاده می کنیم. از آنجایی که برای فعال شدن این نوع تایمر PLC فقط به لبه بالا رونده سیگنال ورودی نیاز است، قرار دادن کلید توقف به صورت سری، تأثیری ندارد. در نتیجه فقط از تعریف تایمر S_PEXT استفاده می کنیم. به شکل زیر توجه کنید.
مثال:
سؤال: مداری طراحی کنید که در بخشی از خط تولید یک کارخانه، برای بسته بندی محصولات تولیدی، روند زیر اجرا شود.
با زدن کلید شستی شروع (Start)، خروجی که یک نوار نقاله است فعال شده و یک سنسور نوری، تعداد محصولات تولیدی را شمارش کند.
به محض اینکه تعداد محصولات شمارش شده به عدد 12 برسد، نوار نقاله به طور اتوماتیک متوقف شده و خروجی دوم که یک جک پنوماتیکی است، به مدت 5 ثانیه فعال شود.
پس از گذشت این زمان، مجدداً نوار نقاله به راه بیافتد و این روند تکرار شود. همچنین در هر وضعیتی با فشردن کلید شستی توقف (Stop)، کل سیستم متوقف شود.
پاسخ: برای حل این مثال، مطابق شکل زیر عمل می کنیم. برای بهتر دیده شدن شکل، برخی از پارامترهای مربوط به شمارنده و تایمر PLC نشان داده نشده است.

کلید شستیI0.1 نقش دکمه استارت را بازی می کند. با زدن این کلید، خروجیQ0.0فعال (Set) شده و فعال باقی می ماند.
با فعال شدن این خروجی، تیغه های متناظر با آن تغییر وضعیت می دهند. در نتیجه، تیغه بازq0.0 در مسیر شماره 4، بسته می شود.
اکنون ورودیI2.0 آماده است تا به شمارنده سیگنال ارسال کند. هر بار که محصول از مقابل سنسور نوریI2.0 عبور کند، شمارنده یک عدد به مقدار شمارش شده، اضافه می کند.
مقدار شمارش شده توسط شمارنده در حافظه MW0 ذخیره می شود. مقدار ذخیره شده درMW0 به عنوان ورودی در یک مقایسه گر (Comparator)، با عدد 12 مقایسه می شود.
به محض اینکه شمارش به عدد 12 برسد، خروجی مقایسه گر، یک می شود. اکنون این سیگنال خروجی، به طور همزمان، خروجیQ0.0 را غیر فعال و تایمر PLC از نوع تأخیر در قطع توسعه یافته را فعال می کند.
به محض فعال شدن این تایمر، خروجیQ0.1هم برق دار می شود. با برق دار شدن خروجیQ0.1، تیغه های متناظر آن تغییر وضعیت داده و از باز به بسته تغییر می کنند.
پس از این که مدت زمان 5 ثانیه سپری شود، خروجیQ0.1 غیر فعال شده و تیغه های متناظر با آن باز می شوند. پس از هر دو تیغه، آشکارساز لبه پایین قرار دارد.
در نتیجه به محض باز شدن تیغه هایQ0.1یک پالس خروجی ایجاد می شود. یکی از این پالس ها در مسیر شماره 2، خروجیQ0.0 را مجدداً فعال می کند و پالس دیگری که در مسیر شماره 5 ایجاد شده است، مقدار شمارنده را صفر (Reset) می کند.
همچنین در هر مرحله از فرآیند، زدن کلید شستیI0.0، نوار نقاله و شمارنده را غیر فعال خواهد کرد.






|
|

|

|
| نماد اعتماد الکترونیک | نشان ملی ثبت | گواهی شامد ارشاد |
![]()
![]()
![]()
![]()
![]()
![]()
© کلیه حقوق مادی و معنوی این وب سایت متعلق به داده پردازان هومان پویان می باشد.

